
dûbele râne line hege snelheid super glês finish T oerdracht tafel
FH4225 SM2242GT + ZT4225 + SM2225GTS

Kontrolearje kompjûter

Presys servo mjitstelsel

breedte oanpassing systeem

Elektronyske dielen fan hege kwaliteit

Pneumatysk polystsysteem

Arris motor

Hege effisjinsje oerdracht tafel

Hege effisjinsje oerdracht tafel
Masine Yntroduksje
Glês mjitstafel
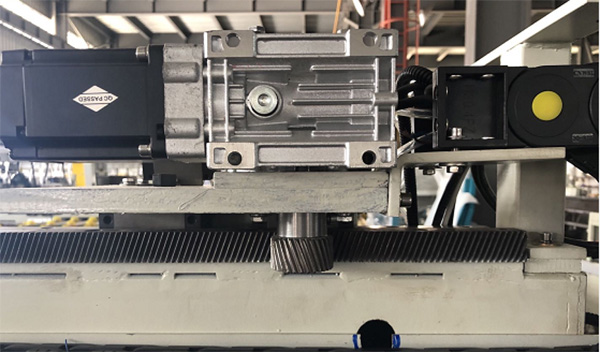
Rydsysteem
De apparatuer wurdt brûkt om it te ferwurkjen glês oer te dragen en te pleatsen, in krekte mjitting te meitsjen fan lingte, breedte en dikte fan it glês, en de gegevens oerstjoere nei dûbeldrinner en oare ferwurkingsapparatuer foar fierdere glêsferwurking.
De konstruksje fan glêzen mjittafel omfettet 4 dielen lykas hjirûnder:
1. Posysje g tafel
De oerdracht fan glês dat nei foaren of nei siden beweecht wurdt oandreaun troch frekwinsjekonvertearder en fariabele frekwinsje motor. De oerdrachtsnelheid kin oanpast wurde. Krekte posysje troch sensoren fan hege kwaliteit. Lingte, breedte en dikte fan it glês koe wurde metten nei in goede posysje.
2. Mjitapparaat
De dimensje fan glêzen lingte en breedte wurdt metten troch heul presysive sensor foar gearstasjon dreaun troch servomotor. De dimensje fan glêsdikte wurdt metten troch cilinderdreaun nylonblok dat druket op it glêzen oerflak en kodearder dreaun troch gear. De silinderdruk wurdt apart oanpast.
3. Elektrysk kontrôlesysteem
ECS bestiet út programmearbere kontrôler (PLC), oanreitsskerm (HMI), servostjoerder, servomotor, frekwinsjekonvertearder, frekwinsjekonversaasjemotor, sensor, ensfh. PLC regelt de masine om automatysk te operearjen neffens de ferwurkingstechnology. HMI foltôget de ynteraksjetaak minske-kompjûter.
4. Software systeem
It softwaresysteem fergeliket de gegevens fan glêzen mjitstafel mei de bestellingsgegevens, en komt automatysk oerien mei de tichtstbye glêsgegevens. Underwilens wurde de glêsgegevens oerbrocht nei de dûbele kantsliper en oare ferwurkingsapparatuer foar produksje fan modus as batch.
Prinses operearje:
Manuell of automatysk ien blêd glês op glêzen mjittafel sette. Glêzen mjitstafel oerbringe, posysjearje en mjitte krekte ôfmjittings fan 'e glêzen lingte, breedte en dikte. Gegevens fan mjitglês wurde oerdroegen oan it managementsysteem foar fergeliking om oerien te kommen mei de bestellingsgegevens en oerbrocht nei de dûbelde slijper en oare ferwurkingsapparatuer foar fierdere glêsferwurking. Folgjende inkeld fel glês wurdt op glêzen mjitstafel set en de folgjende operaasjesyklus begjinne.
2. Glêzen rjochte line dûbele kante polystmachine.
Model nûmer.: SM2242GT SM2225GTS
Dizze masine is ûntwurpen foar it polearjen fan twa tsjinoerstelde rânen fan glês tagelyk.
a) Kontrôle
Dizze masine nimt Japanske Mitsubishi PLC-kontrôle en 10 "operatorinterface oan. It skerm toant alle detaillearre parameters fan glês. Elke masine kin wurde bestjoerd troch in eigen kompjûter of kontroleare troch haadcomputer.
It rjocht fan 'e brûker kin wurde klassifisearre as operator / reparaasje / behearder, foarkomme dat der flaters foarkomme, masine beskermje tsjin ferkearde operaasje.
b) Hege presyzje-oerdracht.
De twa transportriem wurde oandreaun troch twa servomotors, mei funksje fan hege presyzje, hege snelheid, hege syngronisaasje.
c) Beweging foar mobyl slypjen.
De mobile slypdiel beweecht lâns lineêre twillingkogellagersguide. De oerdracht wurdt ymplementeare fia balskroeven, dy't wurdt dreaun troch servomotor, de maksimum bewegende snelheid fan slypsseksje kin 15 meter per minuut berikke. Dit systeem befettet ek in rem- en grypsysteem, dat stabyl ferpleatse kin garandearje fan it slypjen, lege ynfloedskrêft. Dizze struktuer kin de stabiliteit fan grypkracht garandearje foar grutte grutte glês, sels nei masine dy't in lange perioade draait.
d) Elke dûbelde kante hat ien autoamtyske middelste stipe rail, dy't tegearre mei de bewegende grinidng-seksje beweecht, dy't glês fan 'e middenposysje stipet om te foarkommen dat glês bûgt. Foar dûbele râne fan grutte grutte leverje wy ek noch ien draachbere draachrace, dy't mei de hân yn need kin wurde pleatst.
e) Boppesteande spoar omheech & del systeem brûke skuifplaatstruktuer sûnder fêst probleem dat tradisjonele glidehulsysteem
f) Posysjesysteem.
Glasslaadposysjesysteem bestiet út fjouwer dielen: fêste rollen, bewegend luchtgrypsysteem, ôfstimmen fan blokken (ien lofts en ien rjochts), boppeste luchtdrukrollen (ien lofts en ien rjochts). Glês wurdt presys ôfstimd en strak yndrukt troch it posysjonearringssysteem. Dit systeem garandeart it slypjen fan presys en polysteffekt.
g) Maklike oanpassing
De opheffing / drop fan boppeste folchsysteem en boppeste arrismotors wurde oandreaun troch motors. It kin automatysk ynsteld wurde neffens ferskate glêsdikte.
h) Luchtpoetssysteem.
It polystjil wurdt eksploitearre troch loft, dat wurdt regele troch PLC en elektromagnetyske klep, dy't nei glêsposysje foarút / werom kinne bewegen. Dit systeem kin de wearze fan tsjillen automatysk kompensearje, konsekwint druk jaan op glês en itselde polystresultaat krije.
It polysjemotorsysteem brûkt Hege presyzje dural lineêr slide spoaresysteem.
i) Kelder en frame:
Binne makke fan dikke fabrikaat stiel, dat wurdt behannele troch annealing oven yn ús fabryk. Mei goede stabiliteit en anty-torsjonele krêft, anty-bûgende sterkte.
j) Motor
Brûk hege presyzje, ABB mei variabele frekwinsje mei lege trilling. De motorsnelheid kin wurde ferhege nei 4300RPM fia frekwinsjeromverter, de wurksnelheid fan 'e masine kin wurde ferhege nei 20 meter / minuut.
It motorkontrolesysteem hat beskermingsfunksje fan overload / gebrek oan faze / koartsluting, elektroanyske dielen brûke ynternasjonaal merk, standerttypen, kinne maklik wurde fûn yn 'e merke, dy't de ûnderhâldskosten fan' e klant ferminderje, de produksje-effisjinsje ferheegje.
k) Ferfier fan boppeste / boaiem tiidriemen oannimme.
l) Smering:
De twillingkogellager lineêre skroef en gidsrails wurde smard troch automatyske oaljepomp.
De masine hat ek in hantlieding foar smerepomp ynrjochte, dy't it glide oerflak smeert.
m) Oanpassing fan wurksnelheid: Troch frekwinsjeromskakelaar.
n) Wettertank, wetterbak, boppekant / ûnderkant tiidriemdeksel, lineêre geleidingsrail / balskroefdeksels binne makke yn roestfrij stiel.
o) Amperometer meter:
kontrolearje it tsjilassportion.
Mear details foto's.
Hoeksnije slijpmotor
Ferfanging-fleksibele wettertichte ferbiningmodule-ûntwerp begryplike yndikator foar op- en legere arrismotor ampermeter.
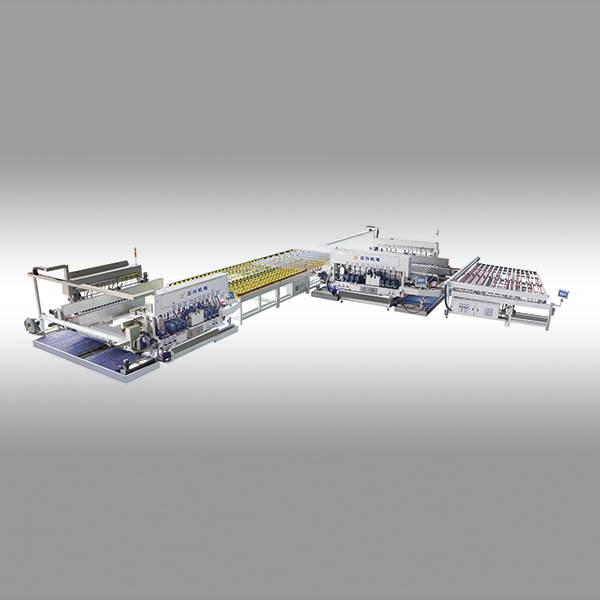
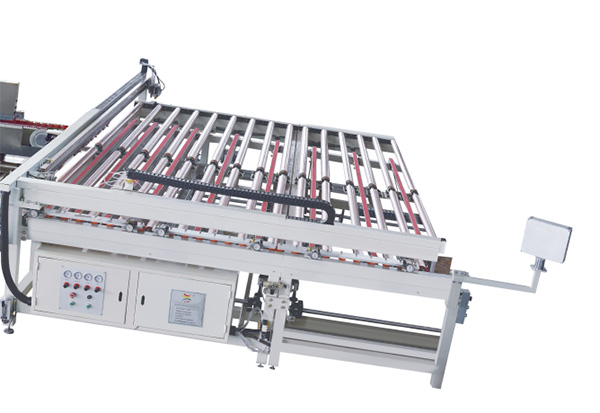
3. L- foarm Oerdrachtstabel. Rollertafel en distributieriem.
Dizze masine bestiet út rolferstjoeringssysteem en transmissysysteem foar timingriem. It rolferstjoeringssysteem wurdt oandreaun troch ketting, snelheid wurdt kontroleare troch inverter dy't oanslút by de ynstellingssnelheid.
Tiidriemferstjoeringssysteem kin omheech en leger wurde omheech. As glês út 'e earste dûbelde kant komt, sil it timingriemsysteem ophege wurde. Glês wurdt ferpleatst nei rjochts posysje en dan ferlege op rollersendingsysteem.
Tiidriemtransportsysteem brûkt aluminiumprofiel lichem.
Technyske parameters
Produksjesnelheid
| Ûnderdiel | Glêzen dikte | Max. wurkje snelheid | Glês finish |
|
1 |
4 - 6 mm | 22 m / min | Rûch maljen |
|
2 |
8 -10 mm | 18 m / min | Rûch maljen |
|
3 |
12 - 15 mm | 15 m / min | Rûch maljen |
|
4 |
4 - 6 mm | 16 m / min | Fijn polearjen |
|
5 |
8 -10 mm | 14 m / min | Fijn polearjen |
|
6 |
12 - 15 mm | 12 m / min | Fijn polearjen |
Wurkpresinsje:
| Ûnderdiel | Beskriuwing | Krektens Berik |
|
1 |
Diagonale line presyzje | ≤0,5 mm / m |
|
2 |
Parallele presyzje | ≤0,2 mm / m |
|
3 |
Arris grutte presyzje | ≤0,2 mm / m |
|
Ûnderdiel |
Parameter | Berik |
|
1 |
Max. glês grutte | 4200x2500 mm |
|
2 |
Min. glês grutte | 350 x 350 mm (singe dûbelde kant sûnder middelste beugel)400 x 400 mm (de heule line) |
|
3 |
Glêzen dikte | 3 - 28 mm |
|
4 |
Arris breedte: | 1 - 3 mm |
|
5 |
Grinding djipte | 3 mm (ienkant) |
|
7 |
Breedte oanpassing snelheid | 1 - 15 m / min |
|
8 |
Wurkjende luchtdruk | 0,7 MPa |
| Wurkhichte: | 920 - 960 mm | |
|
9 |
Folsleine krêft | Rûnom 135 KW / 380V 50Hz 3P |